
Chromowanie prowadnic
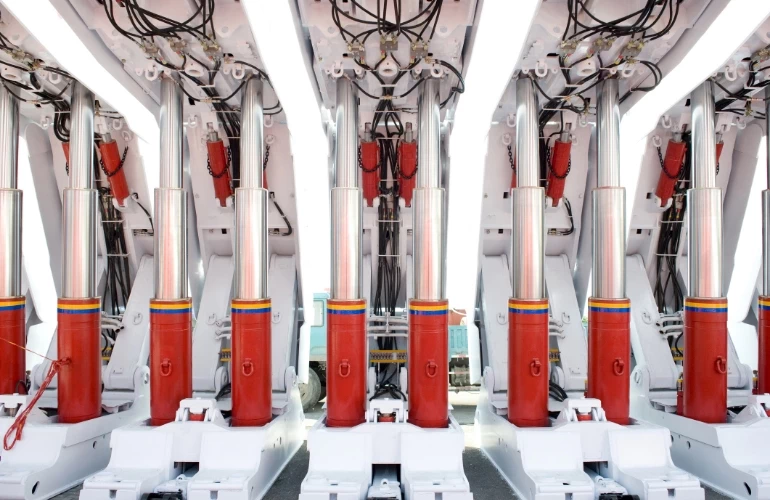
Chromowanie prowadnic to technika pokrywania powierzchni prowadnic warstwą chromu. Proces ten polega na zanurzeniu prowadnicy w specjalnym roztworze elektrolitu, który zawiera jony chromu. Następnie przez elektrolit przepływa prąd elektryczny, co powoduje wytrącanie się chromu na powierzchni prowadnicy. Warstwa chromu może mieć różną grubość, w zależności od potrzeb i wymagań danego zastosowania. Wykonujemy również chromowanie tłoczysk.
Zalety chromowania prowadnic
Chromowanie prowadnic przynosi szereg korzyści, które przekładają się na lepszą wydajność i trwałość maszyn przemysłowych:
- ochrona przed korozją – chromowanie prowadnic zapewnia doskonałą ochronę przed korozją, co jest szczególnie ważne w przypadku maszyn pracujących w środowiskach o wysokiej wilgotności lub w kontakcie z agresywnymi substancjami chemicznymi,
- zwiększenie twardości prowadnic – chromowanie zwiększa twardość powierzchni, co przekłada się na lepszą odporność na zużycie. Dzięki temu prowadnice są w stanie wytrzymać większe obciążenia i dłużej zachowują swoje właściwości użytkowe,
- poprawa współczynnika tarcia – chromowanie wpływa także na zmniejszenie współczynnika tarcia między prowadnicą a elementami poruszającymi się po niej. Dzięki temu maszyny pracują płynniej, a ich żywotność jest większa,
- estetyka i łatwość utrzymania czystości – chromowane prowadnice mają atrakcyjny wygląd, który może być istotny dla firm dbających o wizerunek swoich produktów. Ponadto są łatwe do utrzymania w czystości, co ułatwia konserwację maszyn.
Proces chromowania prowadnic
Chromowanie prowadnic jest procesem, który wymaga precyzyjnego wykonania i doświadczenia. Przed rozpoczęciem elementy muszą zostać oczyszczone i ewentualnie oszlifowane, aby uzyskać odpowiednią chropowatość. Następnie prowadnice są zanurzane w roztworze elektrolitu, a przez nie przepływa prąd elektryczny o odpowiedniej wartości. Proces trwa zazwyczaj od kilku do kilkunastu godzin, w zależności od wymaganej grubości warstwy chromu. Po zakończeniu prowadnice są dokładnie płukane wodą, aby usunąć resztki elektrolitu. W niektórych przypadkach może być również konieczne wykonanie dodatkowych zabiegów, takich jak polerowanie lub obróbka cieplna.